1)obrovskýrozdielyon cena
mytreba len minúťo20 – 40 tisíc USD na alaminovanévýrobyriadokpodľa veľkostizariadení. janemohol som'nebude pre nás lepšieif je to spojenéssklo leštička hránasklopráčky, Then môžeme vyrábať vysokú kvalituvrstvené sklo s relatívne malými investíciami. A ktorý sa vám veľmi rýchlo odvďačí.
It nákladov140-350 tisícUSD navýrobná linka autoklávuna výrobu PVB vrstveného skla, asvýrobná linka by mala byťv spojení stermostatická komora, valcové lisy, práčka, leštičky hrán, stroj na rezanie skla,a sekundárnegenerátor. WAk investujeme toľko peňazí do výrobnej linky v autokláve, zatiaľ čo tá sa vráti oveľa pomalšie, sme veľmi ohrození.
2) Rôznepostupy spracovania.
Theprevádzkový procesautoklávová výrobná linka je zložitá,atechnické požiadavky sú pomerne vysoké. po prvé,je to pre nás naozaj náročnérezaťželanýsklo
chyby merania do 2 mm, inak bublina sa objaví v procese.A potommusíme prejsť všetkými nasledujúcimi postupmi, leštenímaokraj, umytie skla, vloženie dvoch pohárov spolu s fóliou medzi nimi, dvakrát zahriatie a zrolovanie, zatavenie okrajov, tvarovanie do tvaru v autokláve zahrievaním a lisovaním a nakoniec ochladenie.OLen týmto spôsobom môžeme vyrobiť vrstvené sklo.Bdokončenie celého procesu stojí asi 6 hodín a je vysoko technicky náročnénakontrola času a teploty.Oakonáhle urobíme chybu v niektorom procese, všetkyprichádza úsiliemárne, pretože všetky sklá sú zbytočné.Gpostupne nastupuje rýchlo sa rozvíjajúca laminovaná výrobná linka.
Ton spracuje Fangdinglinka na výrobu vrstveného sklaje pomerne jednoduchý a ľahko ovládateľný s výrobnou technológiou, ktorá sa dá ľahko zvládnuť.WIdeálne laminátové sklo môžete získať vysávaním a zahrievaním skla v zariadení porezanie, leštenie, umývanie, lepenie.Thecelý proces jePLCprevádzkované tak, aby sme mohli zvýšiť efektivitu a získať požadované sklo.
3) Rôznepracovný výkon zariadenia.
PVB lamináted produkciariadokis moced by 500kW,so spotrebanaelektrinyje obrovský a vo všeobecnosti vyžaduje transformátor.EVA laminovaná výrobná linkaje zjednodušený s nízkou spotrebou elektrickej energie.It je napájaný30kw-75kw podľa rôznej veľkosti zariadenia.
4) Rôznevýrobný cyklus a výroba
IDokončenie výroby skla nám trvá 6 hodíns PVB laminátomed produkciariadok. Wklobúk'čo je horšie, musíme sa prispôsobiťaobdobie až dlhšie podľa počtu a hrúbky skla.AVýsledkom je, že výrobu skla môžeme dokončiť iba raz denne so 400㎡-600㎡sklo.
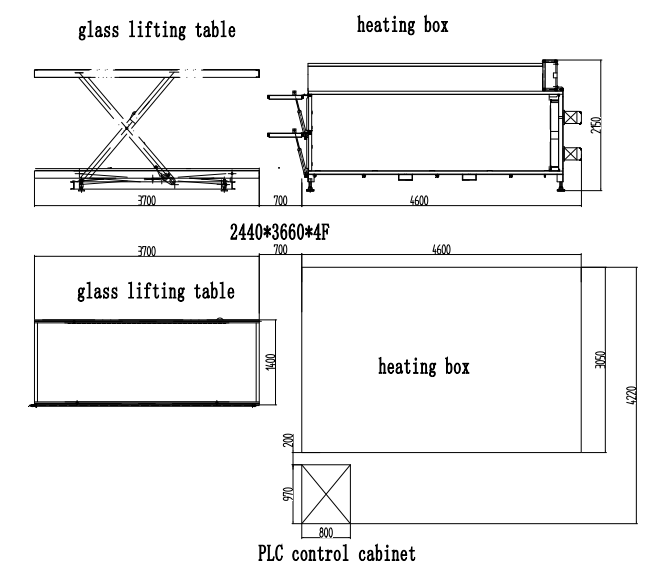
Onaopak, dokončenie výroby skla nám trvá 1-2 hodinyanFANGDINGlinky na výrobu vrstveného skla. Okrem toho môžeme pokračovať vo výrobe 4-krát denne.Takestredná- napríklad laminované vybavenie veľkosti.toje 2m dlhý, 3m široký a 3-vrstvový.It vyrába 54㎡ raz za čas, 4-krát denne, potom môžeme získať 216㎡sklo tak, aby sa výroba rovnala autoklávu pri nízkych nákladoch.IAk je objednávka relatívne malá, naozaj jeziskovýs aEVAlaminovaná výrobná linka.
5) Princípy výrobyvrstveného sklaje iný.
Fangdingvrstvené sklovýrobnej linkyvyužíva princíp vysokej teploty a vákua pri výrobe vrstveného skla.Tradičná EVAfilm je druh filmu z horúcej taveniny, film EVA sa pri vysokej teplote roztaví. A ktoré tesne prilepia sklo k sebe.
Súčasne sa TPU fólia môže použiť v našom vrstvenom sklestroj.
Hvysoký tlakautoclavePVB vrstvené sklo využíva kombinované zahrievanie skla a vysoký tlak na výrobu vrstveného skla. KtorénKombinované sklo je potrebné najskôr vyvalcovať a potom vložiť do skleneného autoklávu, pridať tlak vzduchu na povrch skla. Tlak na sklo potrebuje viac ako 13 kg na štvorcový centimeter. Účelom je vytlačiť vzduchovú bublinu, ktorá sa nachádza v kombinovanom skle. A zároveň je potrebné ohrievať sklo vysokou teplotou. Potom by sa mohlo vyrábať PVB vrstvené sklo.
6) Oblasť pokrytia zariadenia je iná.
PVB vysokotlaková výrobná linka potrebuje asi8M (W) *60Výrobný priestor M (L) pokrýva veľkú plochu a výrobný proces je dlhý.
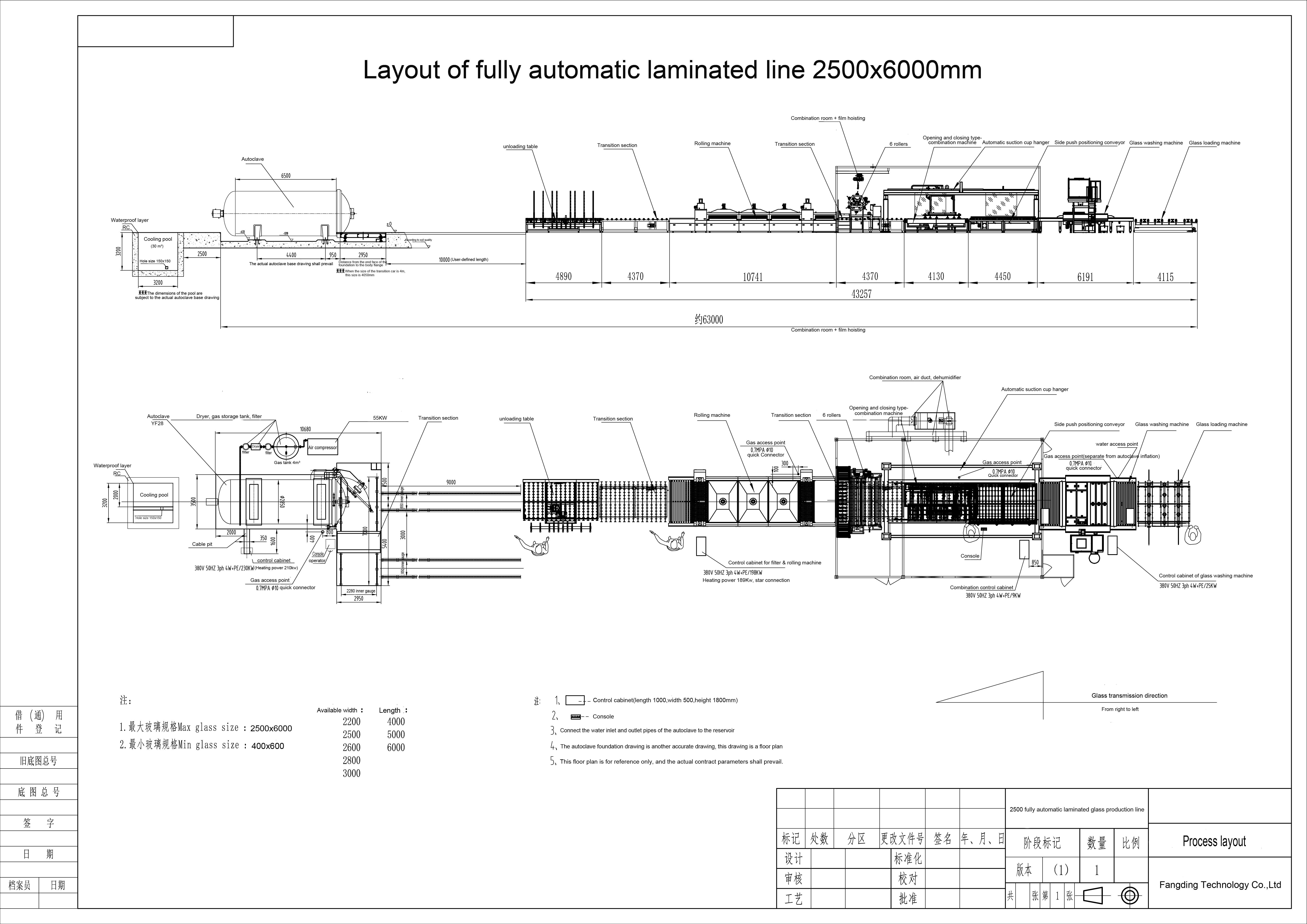
nášpotreby linky na výrobu vrstveného skla5M (W) *10M (L) miesto na výrobu, plocha pokrytia je malá, výrobný proces je jednoduchý a ľahko ovládateľný.
7) Množstvo pracovníkov na obsluhu zariadenia je rôzne.
nášlinka na výrobu vrstveného skla využíva riadiaci systém PLC, zvyčajne majú dvaja pracovníci, ktorí môžu vyrábať sklo. Takže šetríte pracovnú silu a šetríte svoje peniaze.
Výrobná linka autoklávu na sklo PVB je dlhšia ako zariadenie z vrstveného skla EVA. Zariadenie na vrstvené sklo PVB má hlavne tri časti: vysokotlakový autokláv, valčekový stroj, miestnosť s konštantnou teplotou. Zariadenie teda potrebuje na prevádzku viac ľudí.
8)Spôsoby skladovania filmu sú rôzne.
Fólia je jedným z hlavných spotrebných materiálov pre vrstvené sklo. Fólia je teda dôležitá pre výrobu bezpečnostného skla.
PVB fólie pri normálnych teplotných podmienkach na skladovanie sú lepkavé, ktoré sú náročnejšie na životné prostredie, fólia vyžaduje skladovanie v miestnosti s konštantnou teplotou a vlhkosťou. Preto podnik potrebuje špeciálne vybudované chladiarenské sklady pre fólie, ktoré zvyšujú výrobné náklady podniku.
nášfilm(EVA), za normálnych teplotných podmienok na skladovanie je bez viskóz, nemá prísne požiadavky na životné prostredie, iba požaduje, aby boli skladovacie priestory čisté a nie vysoké teploty.
9) Kvalita výrobkov sa líši.
1. ThePriehľadnosť EVA je 90%,alebo tak, môže urobiť sklenené záclonové steny projekt, nepriestrelné sklo. bezpečnostné dvere a okná vrstvené sklo, vnútorné dekoratívne vrstvené sklo, vrstvené sklo na solárnu energiu atď.
Priehľadnosť PVB vrstveného skla je lepšia ako EVA, priehľadnosť môže dosiahnuť viac ako 92%. PVB vrstvené sklo je možné použiť v automobile, projekte sklenených závesov, nepriestrelných skiel atď.
2. EVA vrstvené sklo je lepšie PVB vrstvené sklo v odolnosti voči poveternostným vplyvom a vode. Pretože vrstvené sklo EVA používa fóliu z horúcej taveniny, takže sa dá lepšie spojiť so sklom. Táto vlastnosť je dôležitejšia pre tvrdené vrstvené sklo. Lepiaca sila EVA je lepšia ako PVB.
3. Intenzita vrstveného skla PVB > EVA. Ale je to len malá medzera. Bez ohľadu na vrstvené sklo EVA alebo PVBwktoré možno použiť na architektonické sklo, nepriestrelné sklo. sklo okien dverí a pod.
10) Zariadenie môže vyrábať rôzne druhy bezpečnostného skla.
1,Naša vysoká kvalitaVrstvené sklo zariadenia môžu nielen vyrábať architektonické vrstvené sklo, oblúkové vrstvené sklo, nepriestrelné sklo, vzorované sklo, vrstvené sklo na solárnu batériu a umelecké sklo, ako napríklad: vrstvené kvety / obrázky / tkanina / mramorové sklo atď. Vrstvené LED sklo, ochranné sklo a prepínateľné sklo.
2,Zariadenia z PVB vrstveného skla, ktoré sa bežne používajú na výrobu čelných skiel automobilov, sklenených závesov, nepriestrelných skiel. Pretože proces výroby PVB vrstveného skla má mnoho nedostatkov: Rovnako ako teplota a vysoký tlak, ktoré bránia výrobe umeleckého vrstveného skla a iného typu skla.
11), Náklady na produkt sú odlišné.
Náklady na výrobu vrstveného skla EVA sú oveľa nižšie ako vrstvené sklo PVB. Pretože vrstvené sklo EVA pri spotrebe elektrickej energie alebo pri používaní ľudí alebo vo výrobnom procese, náklady sú nižšie ako pri vrstvenom PVB skle. Nižšie uvedené informácie predstavujú porovnanie:
12) Zariadenie z vrstveného skla vhodné pre trh je iné.
TheFangdingzariadenia z vrstveného skla, malé investície, menšia spotreba elektriny, menej zamestnancov, množstvo výroby môže byť flexibilne prispôsobené trhu podľa širokého trhu. Dá sa teda použiť vo väčšine krajín. Je to veľmi dobrý investičný cieľ!
Zariadenia z PVB vrstveného skla, veľké investície a viac elektriny, veľký výnos, zamestnávajú viac ľudí. špecifický trhový rozsah. Obyčajne sa používa v populácii viac, zdroje elektrickej energie bohaté na lacné, národné oblasti väčšie krajiny.
13) Údržba zariadenia je iná.
FANGIDNGvýrobná linka zariadení na výrobu vrstveného skla je veľmi krátka, technológia výroby a údržba zariadenia sú jednoduché. výmena poškodených dielov je jednoduchá, pohodlná, náklady na údržbu sú nízke.
Výrobná linka zariadení z vrstveného skla PVB je dlhšia, dielov na údržbu zariadení je viac, náklady na údržbu sú vyššie. A nie je ľahké získať náhradné diely z trhu.
14) Stupeň bezpečnosti bezpečnostného skla na spracovanie zariadenia je iný.
Naša technológia spracovania vrstveného skla je jednoduchá, dizajn zariadenia je vedecký a primeraný, hluk je malý, s vysokým bezpečnostným indexom.
Výrobný cyklus zariadenia na výrobu PVB vrstveného skla je dlhší, celé sklo sa vyrába v autokláve. pri zahrievaní sa z PVB fólie ľahko vyrába horľavý plyn v autokláve a sklo musí byť izolované dreveným pásikom, ktorý sa ľahko vypáli elektrinou, má určité nebezpečenstvo.
15) Náklady na prepravu zariadenia sú odlišné.
Naše zariadenia z vrstveného skla, navrhnuté vedecky a primerane na dodanie po súši a mori, šetria náklady na dopravu, vo všeobecnosti jeden kontajner s dĺžkou 20 stôp môže niesť jednu súpravu zariadenia z vrstveného skla EVA a dostatok fólie EVA, čo zákazníkovi ušetrí veľa peňazí.
Výrobná linka zariadenia na výrobu vrstveného skla z PVB je dlhá, má veľkú váhu, inštalácia je náročná, náklady na dopravu sú obrovské, čo výrazne zvýšilo výrobné náklady.
16) Naše zariadenia z vrstveného skla by mohli prijať fóliu TPU na výrobu vrstveného skla TPU, najmä v nepriestrelnom a čelnom skle vrstvenom skle. A mohol pracovať s autoklávom vyrábať oblúkové vrstvené sklo. To je pre továreň veľmi dôležité.
Čas odoslania: 30. júla 2021